International Conference on Shot Peening and Blast Cleaning
STEEL SHOTS OR GLASS BEADS :MA1 "THE RIGHT CHIOCE" FOR AUTOMOTIVE
Manish Billore B. R. Naya Deptt. of Mechanical Engineering Deptt. of Mechanical Engineering UIT, Barkatullah University Bhopal M.A.C.T. Bhopal
INTRODUCTION
In modern Automobile industry, the surfacefinish and texture of the body parts as well as some engine parts has become the top-most concern for each manufacturer. Most of the manufacturers have faith only on the shot peening. They are using two main media for shot peening -one is the steel shots and the other one is glass beads. Each media can provide unique characteristics for your valuable automotive parts. Before deciding about the specific application of either of the media, both of them should be well -differentiated from each other.
SHOT PEENING
It is a cold working process that is used to increase the fatigue life and prevents stress cracking of most metal objects. In shot peening the surface of the finished part is blasted with round steel shot. Every piece of shot works like a peening hammer and when the surface has been peened all over, this prevents the formation of stress cracks that can lead to fatigue and failure. The outside of a part that has been shot peened has what is called a compressed layer that resists cracks. Because most fatigue failure and stress failure originate at the surface of a part, the compressed stress layer that is formed by shot peening increases the life of parts.
Glass Bead Blasting
Is the newest form of peening and its use of tiny glass balls, sometimes not much larger than a grain of talcum powder, which because of their roundness, hardness, density, chemically inertness and other properties can be blasted through a nozzle at controlled rates (and in controlled sizes) to give remarkable advantages.
Peening Verses Blasting
Peening is used primarily to alter the mechanical properties or impart a compressive skin over the surface of the metal part. On :he other hand Blasting is used'when the process applies a finish, cleans, deburrs or otherwise prepares the su~face of the metal part. Blasting too may produce a compressive skin on the part, but this effect is secondary. Generally Shot Peening refers to peening with metal particles as opposed to Glass Bead Peening.
Sand blasting is a surface cleaning process using coarse sand or other abrasive particles. Whereas Glass Beads or Metal Shot particles are spherical, the sand and abrasive particles are irregular and so actually remove metal from the surfaces they strike.
Steel Shot is used for heavy duty peening applications. Glass Beads being lighter than steel shot are used for low to medium peening operations. The most important characteristic of Siass Bead Peening for the engine builder is that the process ieaves a microscopic non-directional surface on metal parts. This "dimpled" surface does three things for. the engine parts.
1.Improves lubrication through better retention of oil.
2.lmproves performance by reducing friction through a reduction of bearing surface.
3.Increases fatigue life by stress relieving machined and forged parts.
Glass Bead Peening is also an excellent process for the cleaning of metals. It produces that spotless look to alloy or provides that perfect preparation before coatings. Glass Bead Peening is used when the surface of the part you are using has to have a smooth surface finish or when you are Peening critical bolts that have sharp radius to the threads.
Glass Bead Facts
Although glass is made from silica, glass beads contain no free silica hence zero health hazard. Recycle many times, clean efficiently at 45 to 60 degree nozzle angles. Coarse beads remove larger, tougher soils, peen to more intense levels and peen deeper zones in the surface. Fine beads remove smaller, lighter soil, have more impact per kilogram, clean faster, peen to less intense levels and peen outer zones of surfaces.
Automotive Applications of Steel Shot or Glass Bead Peening
Following are the parts which can be benefited from Steel Shot Peening or Glass Bead Peening :
1. Pistons -engines should not be rebuilt without peening the pistons. It not only cleans them, it makes the skirts better than new. Glass Bead Peening closes the micro pores in alloys.
2. Master Cylinders
3. Springs
4. Intake Manifolds
5. Crankshafts
6. Camshafts
7. Transmission Gears
8. Magnesium Wheels
9. Rocker Covers
10. Steering Components
11. Cylinder Heads
12. Engine Housings and Covers
13. Connecting Rods
14. Valves, Spri~gs and Retainers -When valves are Peened it is important that the valve stems are polished before assembly.
15. Turbocharger Rotors and Housings
16. Any highly stressed components you may consider important enough to warrant this type of treatment.
It should be noted that when any surface preparation is done on any engine component the tough skin of the component is destroyed and it is recommended that some form of surface treatment be carried out to restore the components surface to its original condition.
Recommended steps to be followed in the preparation of crankshafts and connecting rods for rebuilding:-
Dismantle, clean and degrease Crack Test Rough grind and shape Polish (no need to produce a mirror finish) Size and Balance Touch Polish (to clean balance grind marks) Shot Peen (including con rod bolts) Glass bead peening to leave the surface metallurgically clean
9. Wash and scrub the components thoroughly prior to use. When any surface preparation is done on any engine component the tough skin of the component is destroyed and it is recommended that some form of surface treatment
be carried out to restore the components surface to its original specification.
The Benefits of Glass Bead Blasting
Many medical components are glass beaded to reduce glare from shiny stainless steel while still retaining a smooth feel to the part. Glass bead blasting is often used after belting, grinding or welding operations to blend in these areas with the rest of the part. Glass bead contains no free silica, so it is a safer blast media to use than some other types offered today. It can be re-used several times, making it a economical choice as well. If you need a deep etch on your parts, consider crushed glass. Crushed glass is tiny shards of glass that really cut. Use this product if a smooth finish is not required. Glass beads are also used in peening operations on parts like aircraft turbine blades, and in wet blast machines for even smoother finishes.
Applications For Glass- Bead Blasting
Cleaning
Cleans and preps the surface of metal parts without changing tolerances, or ferrous contamination.
Can combine cleaning, finishing and peening in one operation.
Finishing
Creates a wide range of unique surface finishes which are easy to reproduce.
Blends machine marks, seals pores and work hardens surfaces.
Peening
Reduces the tensile stress in metal parts, increasing the fatigue limit.
Reduces stress corrosion cracking.
Deburring:
Removes burrs without damaging the parts and offers a peened surface in one operation.
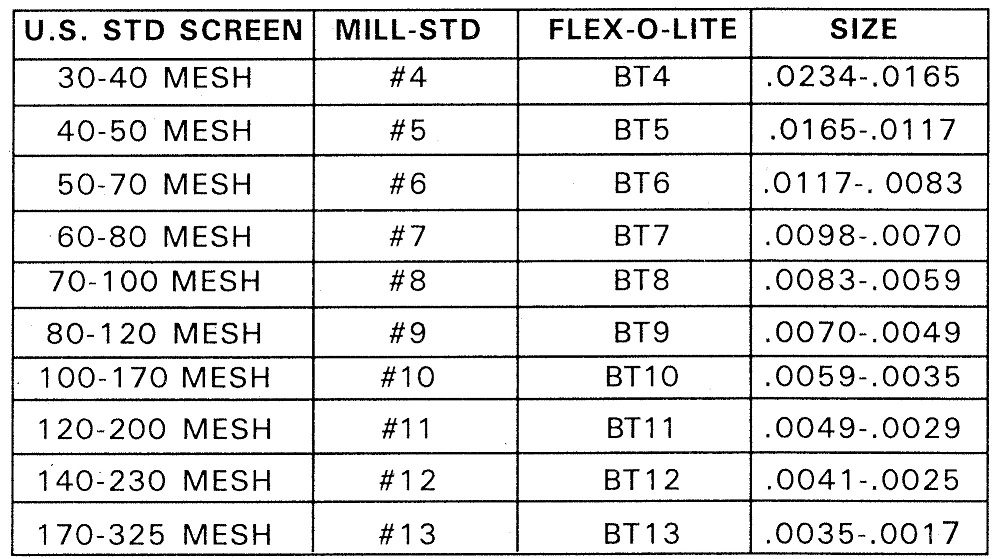
Popular Sizes of Glass Beads for Automotive Applications
Some Points To Be Considered
1.Do not rebuild your engine without peening the pistons, it not only cleans them, it makes the skirts better than new. Peening with glass beads closes micro cracks and pores in alloys.
2.When vaives are peened it is important that the valve stems are polished before assembly.
3.Crankshafts are normally peened only in the fillets and throws, whilst the bearing journals and thrust faces when required are masked. Critical areas of connecting rods are the fillets next to both the big and little end bores, but connecting rods are usually shot peened all over, except the bearing holes.
4. Glass beads are used when the surface of the part you are using has to have a smooth surface finish or when you are shot peening critical bolts that have a sharp radius to the threads.
QUALITY AND TESTING
Modern manufacturers carry out all work in accordance to recognized standards and ensure consistent peening results through the use of an Almen Gauge. The Almen intensity scale was developed in order to duplicate shot peening of different metals time after time. The valuable parts should not be peened unless an Almen Intensity gauge is available to verify the machine settings and potential results.
The preparation that goes into a competition vehicle of any type -especially in the early stages of the building programme -is what will really determine the long term reliability of that car. Whilst mechanical breakdowns can happen to anyone no matter how painstaking the preparation; they do occur considerably less to those teams and individuals who realize the value of taking the time out to do the job properly at the start.
Proper treatment of the engines internal components is an involved process, which many don't bother with, but is typical of that sort of detail one should go to in the quest for both power and reliability.
The process of glass bead blasting, which is primarily a cleaning process, has the added benefit or ability to stress relieve the components being treated. Components suitable for this treatment would include inlet and exhaust valves, valve springs, valve spring retainers and collets, pistons, camshafts, harmonic balancer and pulleys, crank sprockets or gears, inside cylinder heads, manifolds and even the precision internals of the turboch'arger. For the larger components, however, like the crankshaft, conrods, flywheel etc., it is best to have the more specialized treatment of shot peening, a much older process using steel shot. The density of the shot (which is naturally higher than glass beads) will produce a greater kinetic energy for the same velocity as the glass beads. This means that the strengthening process by peening is more beneficial for those components than glass bead blasting. Many components receive a dual process; the first is the steel shot peening process followed by a subsequent glass bead blasting process. The reasoning is that the steel shot process strengthens the component and the second process of glass bead blasting reduces the surface roughness and produces a metallurgically clean surface which is contamination free.
This special coating is applied to protect the magnesium from corrosive attack. Magnesium has the ability to absorb moisture from the surrounding air which will encourage corrosion to commence. Even if the part is painted, a non coated component will have absorbed sufficient moisture from the surrounding air, prior to the painting process to allow corrosion to commence and it will continue to corrode under the freshly painted surface. The corrosion develops beneath the painted surface and is very difficult to detect and is extremely harmful, as it is generally a localized form of corrosion which will induce a crack. This crack will tend to grow quickly eventually leading to a component failure. The magnesium protective coating applied by Hi -Tech Blasting is the only way to avoid this type of corrosion. The coating has been used successfully on English, European and Australian magnesiums and the finish produced is an attractive matte dark grey.
CONCLUSION
Above discussion clearly indicates that glass beads peening is one of the most important production tools for modern automotive industry widely being used in the American
Frequently Asked Questions English
English Chinese
Chinese Русский
Русский Español
Español العربية
العربية